Innere und äußere Sauberkeit der Produkte
Die Prüfung der Sauberkeit ist für die Qualität von zahlreichen Komponenten von Bedeutung, die in der Automobilbranche und in andren Bereichen zum Einsatz kommen. Die Prüfungen werden in einem Sauberraum (clean room) mit der Sauberkeitsklasse ISO 6 (nach ISO 14644) durchgeführt. Grundlegende Faktoren zur Bestimmung der Sauberkeit des Prüfobjekts sind: Masse der nichtlöslichen Verunreinigungen, Masse der löslichen Verunreinigungen, Menge der nichtlöslichen Verunreinigungen mit einer bestimmten Größe und die Art der Verunreinigungen. Bei den nichtlöslichen Verunreinigungen ist ihre Einteilung unter Berücksichtigung ihrer Eigenschaften möglich: metallische, nichtmetallische Verunreinigungen, Fasern und die chemische Zusammensetzung. Um diese Eigenschaften zu ermitteln, wird ein entsprechendes Verfahren zur Freisetzung der Verunreinigungen ausgewählt: Ausschütteln, Druckspülen, Ultraschall-Techniken, Waschen auf funktionellen Ständen, welche die Arbeitsparameter des Objekts abbilden. Die Auswahl des Verfahrens hängt von den Eigenschaften des Prüfobjekts, wie auch von den zu ermittelnden Eigenschaften ab: innere, äußere bzw. gesamte Sauberkeit.
Die erlangten Verunreinigungen werden folgenderweise analysiert:
- nach dem Wägeverfahren – Masse der Verunreinigungen
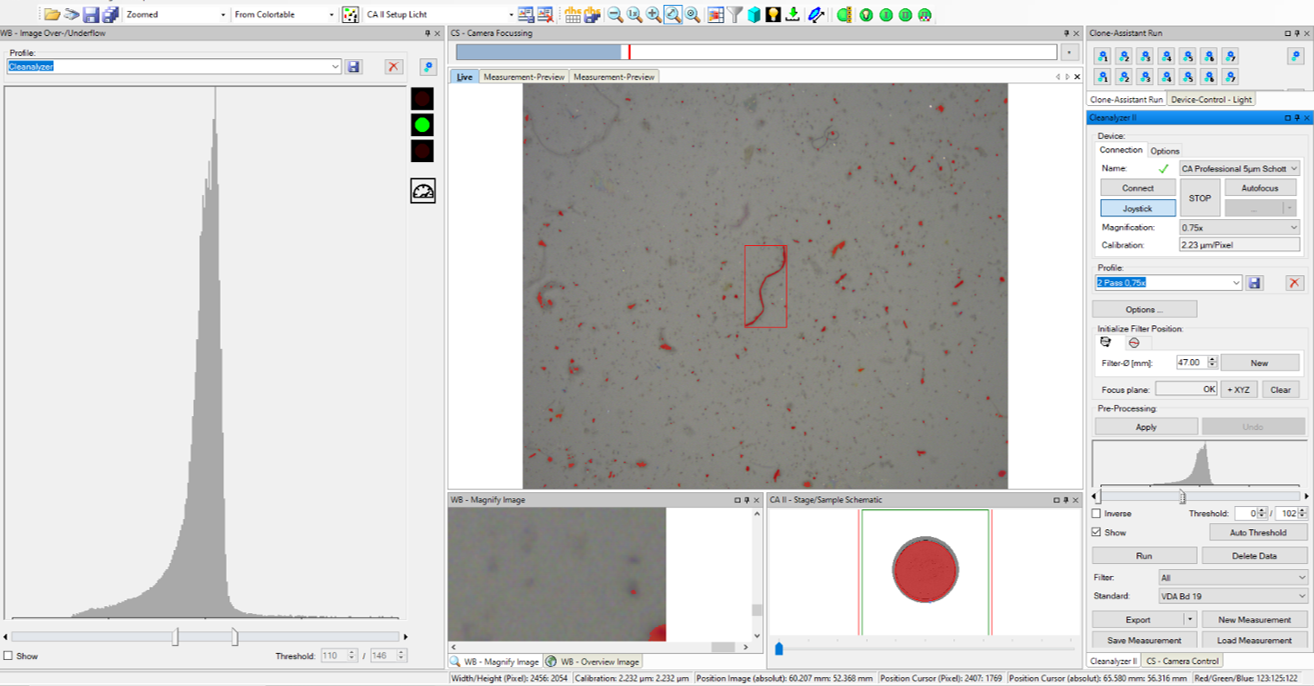
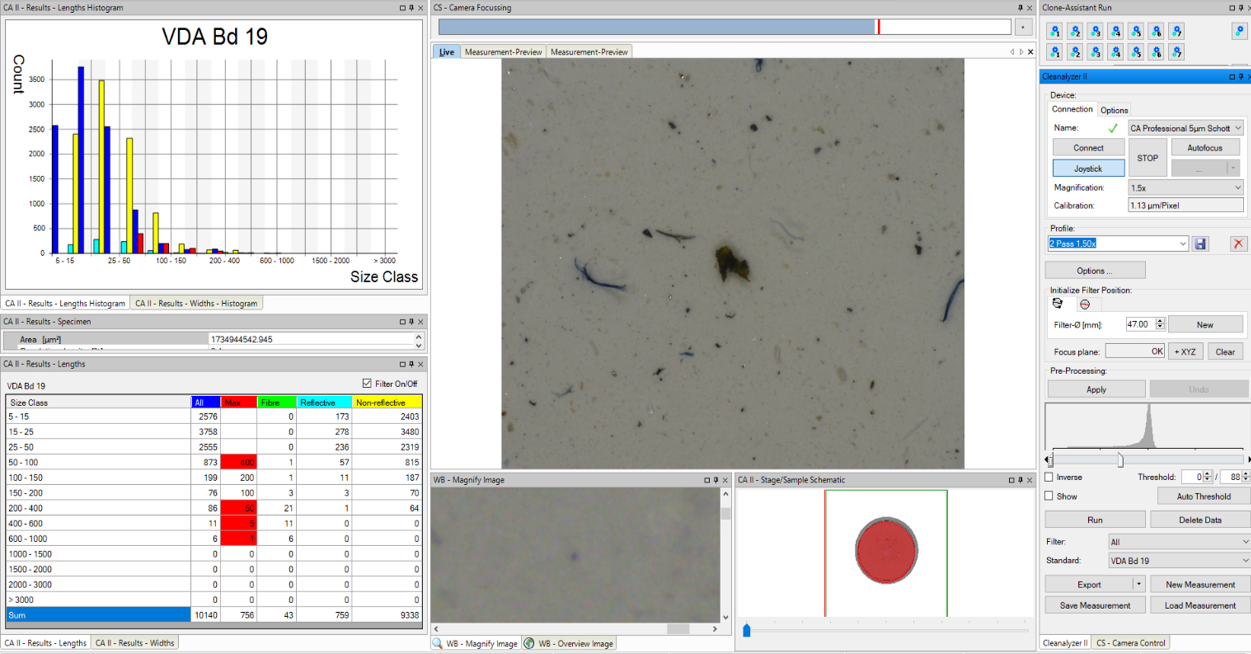
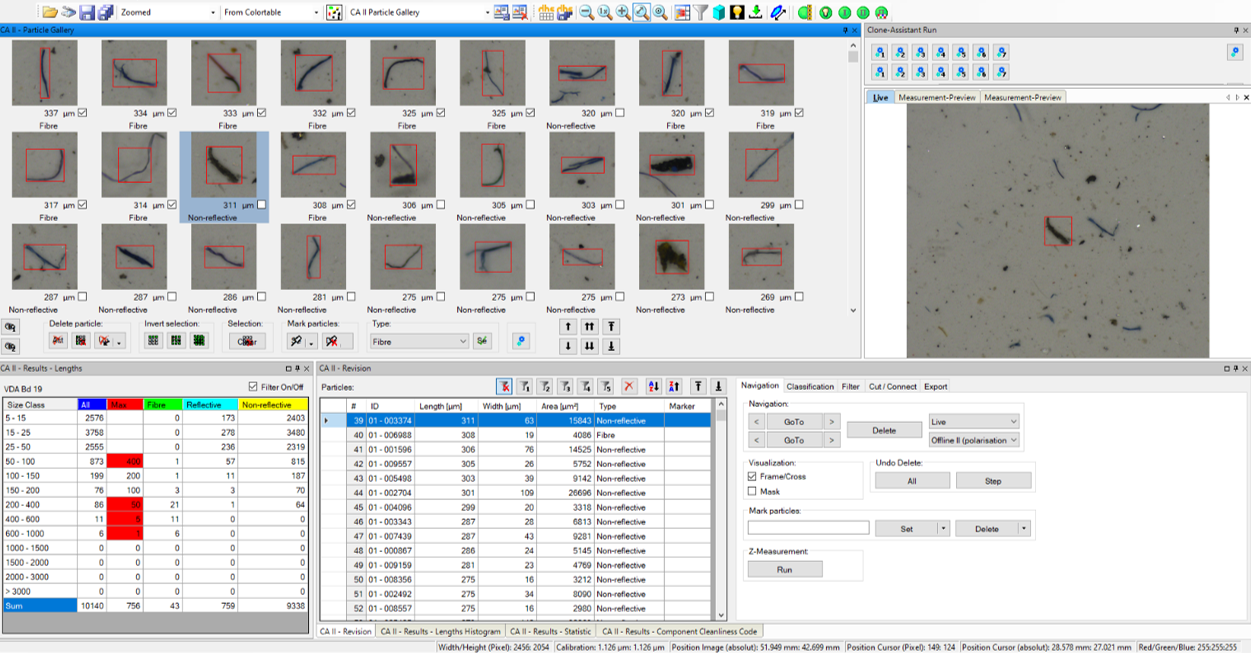
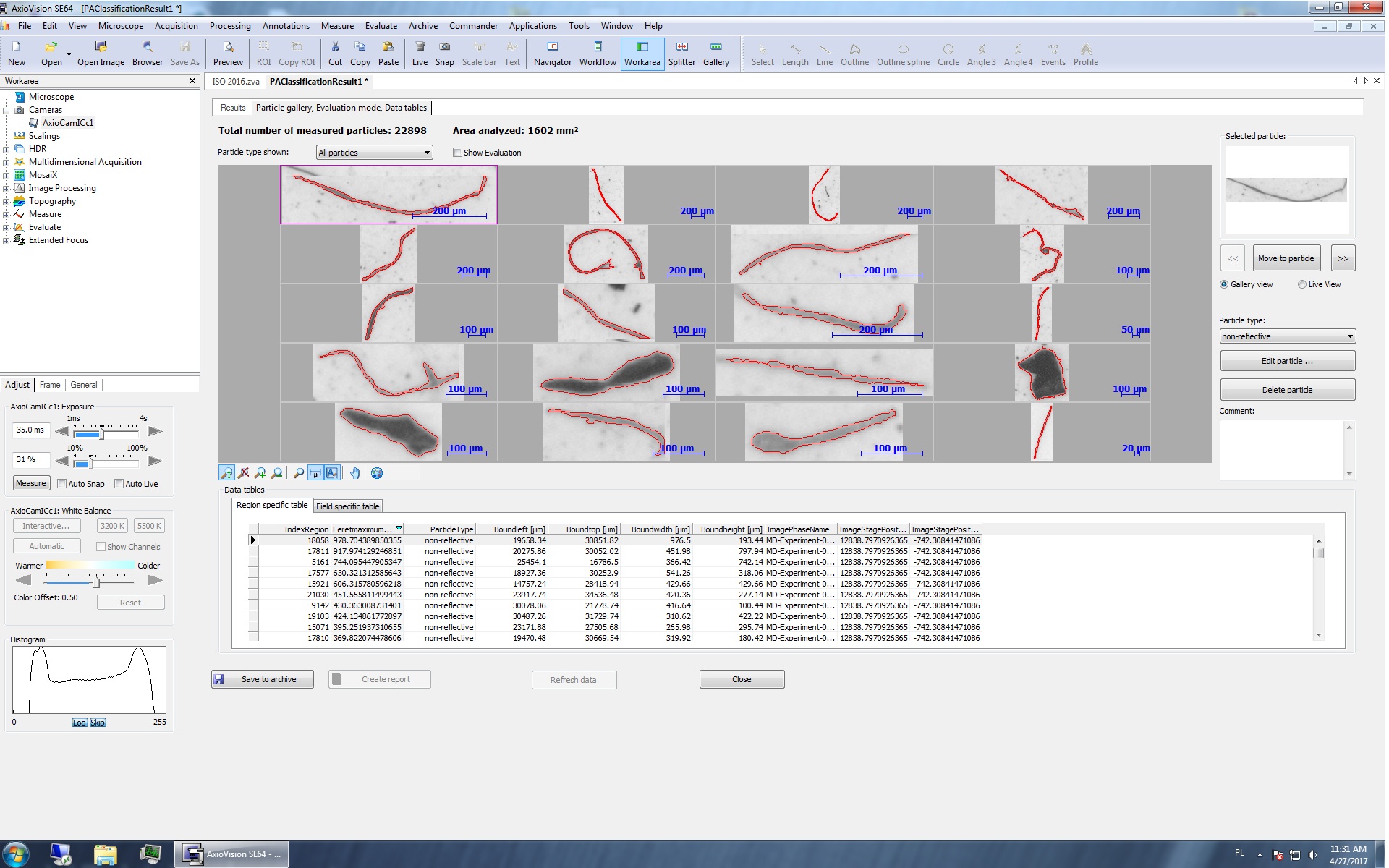
- nach dem mikroskopischen Verfahren – Menge und Größe der Verunreinigungen
- nach dem Verfahren der Abtast-Elektronenmikroskopie – Zusammensetzung der Verunreinigungen
- nach dem Verfahren der Infrarot-Spektroskopie – Zusammensetzung der Verunreinigungen






Einrichtungen
- Optisches Mikroskop dhs-Cleanalyzer Professional 5 µm, mit einem motorangetriebenen Tisch
- Optisches Mikroskop Zeiss Axio Imager M1m, mit einem motorangetriebenen Tisch und der Software AxioVision
- Rasterelektronenmikroskop SEM EVO 25MA mit Analysegeräten EDX und EBSD der Fa. Brucker
- Spektrometer FTIR Nicolet 6700
- Spektrometer FTIR Nicolet iS50 mit Mikroskop
- Automatischer Stand für Druckspülen PALL Cleanliness Cabinet PCC-41-R0220-NG2 (mit der Möglichkeit, große Details zu reinigen)
- Ultraschall-Waschanlagen
- Analysewaagen
- Temperaturkammern

BOSMAL ist das einzige Labor in Polen, das für die Prüfung der Technischen Saubarkeit nach ISO 16232, VDA 19.1 und DIN 8964-1 akkreditiert ist.
Prüfnormen
- ISO 16232
- DIN 8964-1
Branchennormen und eigene Normen der Kunden
- VDA 19.1, QV 11111, DBL 6515, DBL 6516, PV 3347, PV 3370, PV 3336, VW 01134, VW 01137, Volvo STD 107-0002, Scania STD 4189, GMW 16037, NW 22-10-202, SAE J1726, Continental TST N 002 02.22, Wabco JED 593, BWS 42001, Renault 34-07-012, Renault 34-07-025 und andere.

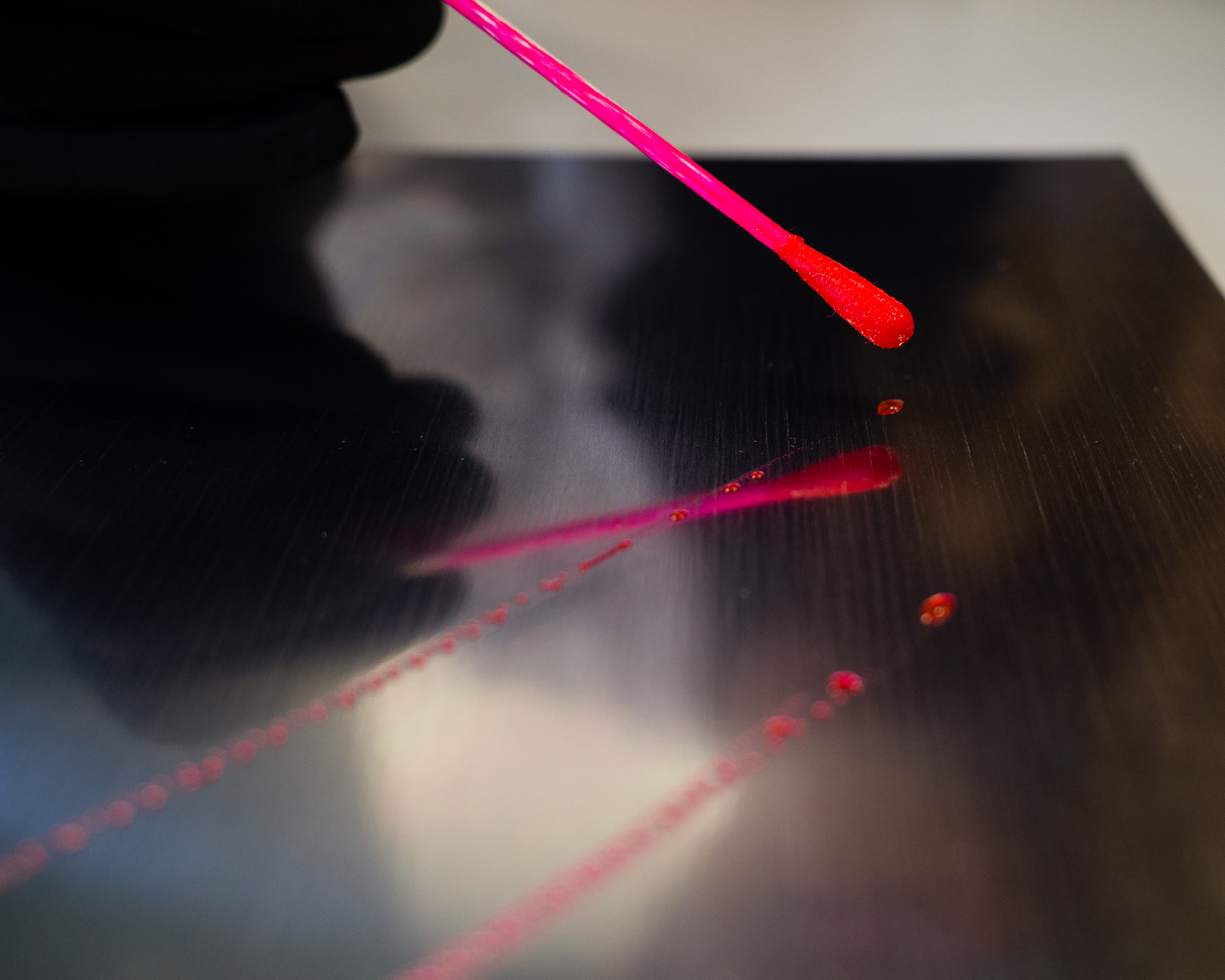
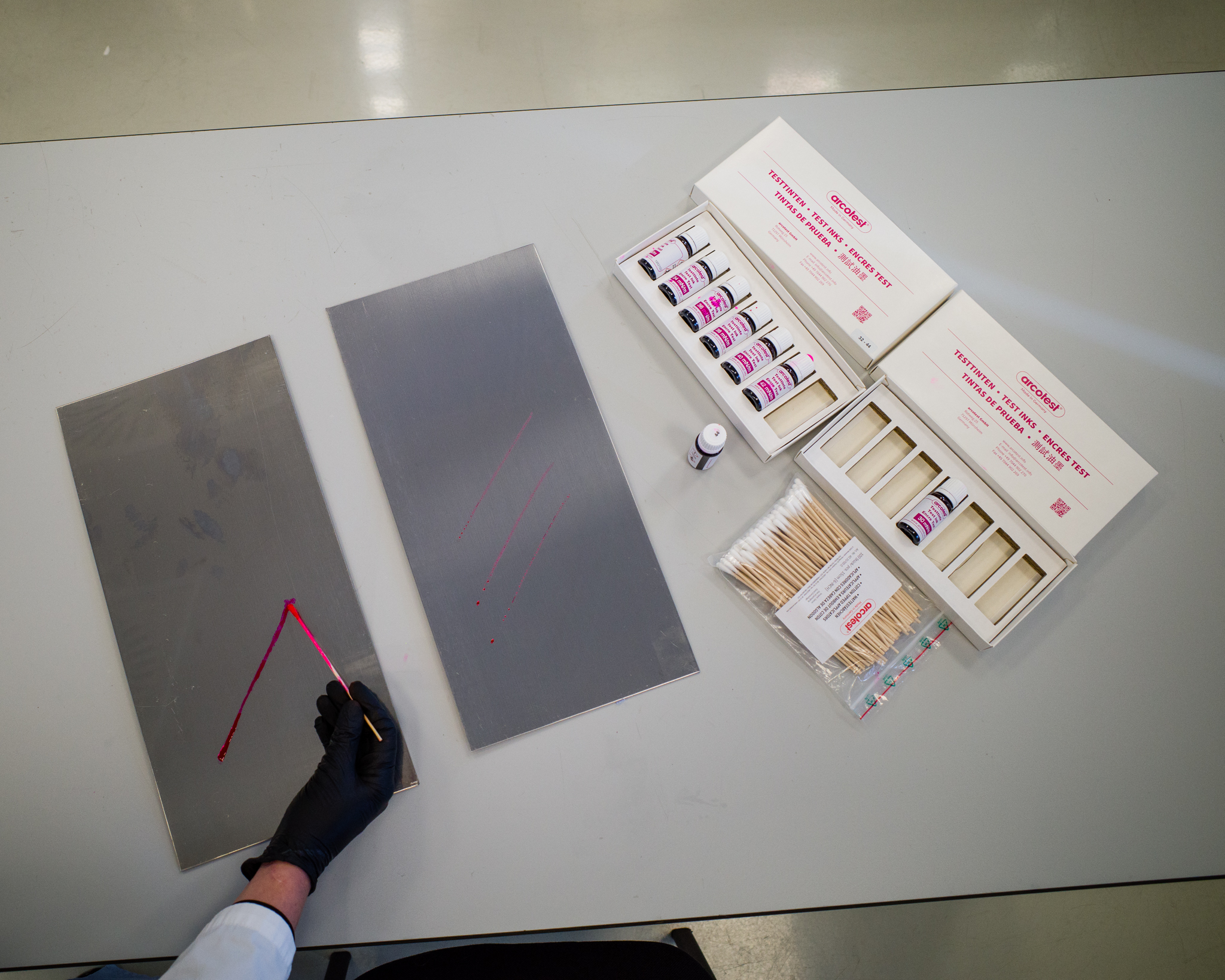
Eines der einfachsten Verfahren zur schnellen Bestimmung der Sauberkeit von Gegenständen ist die Prüfung der Oberflächenspannung mit Testtinten / Markern.
Die Verunreinigungen an der Oberfläche von Gegenständen, insbesondere aus Metalllegierungen, die im Verlauf des Herstellungsprozesses entstehen, verursachen eine mangelnde Adhäsion der Farben, Klebstoffe bzw. der galvanischen Beschichtung.
Saubere Oberflächen haben eine bestimmte Oberflächenspannung, die für jeweilige Werkstoffe spezifisch sind. Saubere Gegenstände weisen hohe Werte der Oberflächenspannung auf, im Gegenteil zu verunreinigten Gegenständen, wo die Spannungswerte niedrig sind.

Es wird angenommen, dass der richtige Wert der Oberflächenspannung für metallische Oberflächen bei mindestens 44 mN/m liegt, damit solche Verfahren, wie Kleben, Schweißen bzw. Beschichten effektiv sind. Der Wert der Oberflächenspannung für gereinigte Oberflächen schwankt je nach dem angewandten Reinigungsverfahren von 38 mN/m bis 70mN/m und mehr. Bei öligen Oberflächen variieren die Werte der Oberflächenspannung zwischen 25 und 35 mN/m.
Die Beurteilung der Sauberkeit der Oberfläche durch die Prüfung der Oberflächenspannung erfolgt, wenn die Testtinte mit dem entsprechenden zugeordneten Wert der Oberflächenspannung auf die zu prüfende Oberfläche aufgetragen wird. Bei der Beobachtung, wie sich die Prüftinte auf der Oberfläche verhält, kann der Mindestwert der Oberflächenspannung für den zu prüfenden Gegenstand ermittelt werden.

Laboratory also performs cleanliness tests based on checking the presence of ionic contaminants on the analyzed surfaces. Various types of samples can be tested, including printed circuit boards, enabling the determination of contaminants (e.g. soldering residues, residues from galvanic processes) that may lead to surface corrosion, affect the functionality of components or significantly impede further production processes .
Examples of research may include:
- preliminary assessment of the overall cleanliness assessment of printed circuit boards surfaces, assemblies of printed circuit boards or their components, based on measurement of the electrolytic conductivity of the solvent extract obtained from washing the tested surface. The test is carried out in accordance with IPC-TM-650 No. 2.3.25 - manual extraction method. The result of the test is the degree of surface contamination expressed as equivalent of dissolved salt in µg NaCl / surface area tested.
- detailed evaluation of the ionic purity of tested surface. In the test a set of two ion chromatographs and appropriate standard solutions are used. On this basis qualitative and quantitative analysis is possible, and determination of main anions (including chlorides and bromides) as well as main cations (sodium, ammonium, potassium). Implemented methodology enables determination of ions at low concentration levels (in the order of 1 mg / L). Additionally, determination of anions: fluoride, chloride, nitrite, nitrate, bromide, phosphate and sulphate is possible. Among the cations, it is also possible to determine: lithium, calcium and magnesium. The test is carried out for aqueous solutions, solutions from surface washing or solvent extraction performed at room or elevated temperature, e.g. in closed containers or bags with appropriate cleanliness level (e.g. according to the IPC-TM-650 method No. 2.3.28.2).

Exemplary chromatogram of anions separation

Exemplary chromatogram of cations separation
Equipment:
Ion chromatograph Metrohm - 930 Compact IC Flex
Conductometer Elmetron CC-505
Temperature chamber
Water bath
Testing norms and methods:
IPC-TM-650 No. 2.3.28.2
IPC-TM-650 No. 2.3.25 (manual extraction method)
PN-EN ISO 10304-1:2009
PN-EN ISO 14911:2002

| Dokument-Nr. | Titel/Beschreibung |
|---|---|
| ISO 16232 | Road vehicles - Cleanliness of components and systems |
| VDA 19.1 | VDA Band 19 Teil 1, Prüfung der Technischen Sauberkeit - Partikelverunreinigung funktionsrelevanter Automobilteile |
| DIN 8964-1 | Kreislaufteile für Kälteanlagen - Teil 1: Prüfungen |
| IPC-TM-650, Test Method 2.3.28 | Test Method 2.3.28 Ionic Analysis of Circuit Boards by Ion Chromatography |
| IPC-TM-650, Test Method 2.3.25 | Detection and Measurement of Ionizable Surface Contaminants by Resistivity of Solvent Extract (ROSE) |
| ISO 10304-1 | Water quality — Determination of dissolved anions by liquid chromatography of ions — Part 1: Determination of bromide, chloride, fluoride, nitrate, nitrite, phosphate and sulfate |
| ISO 14911 | Water quality — Determination of dissolved Li+, Na+, NH4+, K+, Mn2+, Ca2+, Mg2+, Sr2+ and Ba2+ using ion chromatography — Method for water and waste water |


